全国客服热线:010-53392860
 产品分类联系方式荣誉资质友情链接
产品分类联系方式荣誉资质友情链接



1.生产班的采煤机司机要掌握好适当的牵引速度,工作面要调平调直,输送机弯曲段不能过急,注意避免滚筒割顶、割底、割支架前梁或输送机铲煤板等物体。
2.对已经磨损的截齿要及时进行更换,截齿安装一定要牢固可靠。
3.各个生产班必须做到有备用截齿,遇到有断层等地质构造时,要事先采取措施加以防范处理,不得用采煤机进行强行截割。
4.截齿的排列方法要选择得当。可通电试车。
5.还有一点在采购截齿时需要注意,要选择适合工况的采煤机截齿材质、热处理方法、制作工艺及几何形状。
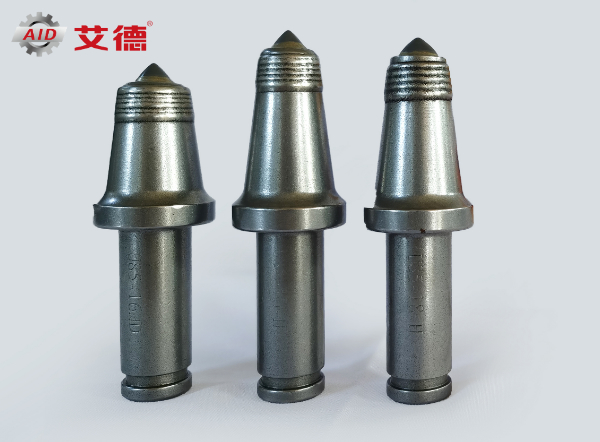
山东艾德生产的截齿系列产品,包括以U94、U95、U170为代表的采煤机系列截齿,以U47、U135、S200为代表的掘进机系列截齿,每一个型号根据客户要求及实际使用环境又分出多个档次和序列,共计80余种,适用于井下不同煤层和不同岩层情况,覆盖了目前市面上所有的截齿种类。
在制造工艺上,山东艾德的截齿生产设备为全自动钎焊淬火一体生产线,该生产线是目前国内最先进的截齿生产线。生产线集截齿清洁处理、合金焊接、齿体淬火、整体回、整体防锈处理等于一体,其中清洁部分,是专门去除截齿在机加工过程中残留的油脂和杂质,保证焊接孔的清洁,从而保证焊接质量。整体防锈是针对井下环境比较潮湿,截齿长期存放会出现表面生锈的问题,公司新增加了截齿整体防锈处理的工艺。引进了全自动完成截齿传动、防锈液喷淋、表面烘干等工序的设备,最终在截齿表面形成一层有效的防锈层,可以保证产品长期存放表面不生锈。生产线是由电脑精准控制截齿的传递速度和焊接温度,保证每个截齿合金头的焊接饱满无缺铜和气泡等缺陷,同时使每个截齿齿体内外加热充分,达到要求的淬火温度,由全自动机械手将每个截齿投入淬火池中,淬火液原料、浓度比例以及淬火时间是公司技术人员经过长期反复试验得到的最佳方案。淬火完成的截齿直接由传送带传入回火炉中。回火炉温度也是由电脑精准控制,并且增加了三段式温度实时监测反馈系统,保证了整个回火炉中温度的稳定均匀。每个截齿的回火时间和温度也是我公司技术员经过长期试验得到的结果。