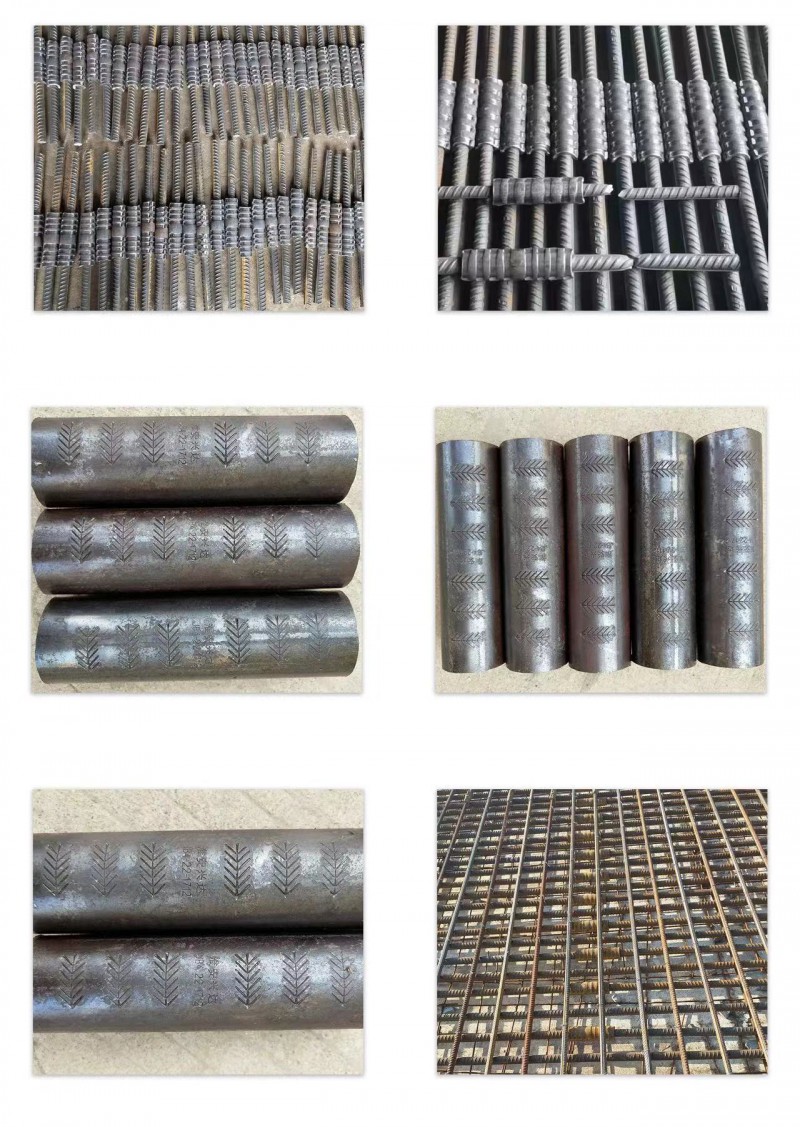
冷挤压套筒特点:
1、采用国标20号钢材,特殊制造工艺,尺寸精度高,质量可靠。
2、钢筋套筒冷挤压连接技术施工快,在施工中较传统的焊接方法可以节省大量的时间。
3、钢筋套筒冷挤压连接技术适用于钢筋混凝土结构中钢筋直径为16-40的带肋钢筋的径向挤压连接。
冷挤压套筒连接施工操作程序
1、钢筋冷挤压连接操作前检查挤压设备运转是否正常,并对挤压力进行标定,符合要求后方准作业。
2、按连接钢筋规格选配钢套筒和模具型号。连接相同直径钢筋的模具型号和连接异径钢筋的模具型号应分别符合JGJ107、JGJ108中有关的规定。
3、清除钢筋被连接部位的锈皮、泥砂、油污等杂物。
4、将钢筋与钢套筒进行试套,如钢筋端部有严重马蹄、弯折或纵肋尺寸超大者,应预先矫正或用砂轮打磨,但严禁打磨钢筋横肋,禁止用电气焊切超大部分。
5、用测深尺在钢筋端头用油漆做定位标志,定位标志即钢筋插入钢套筒的长度,检查标志距定位标志15mm,用来检查压接后钢筋是否插到位。
6、将钢筋按定位标志插入钢套筒,钢筋端头离套筒长度中点不宜超过5mm,注意连接钢筋应与钢套筒的轴心保持一致,以减少偏心和弯折。
7、按规定压接道次和压痕进行压接。




 新闻中心
新闻中心


