










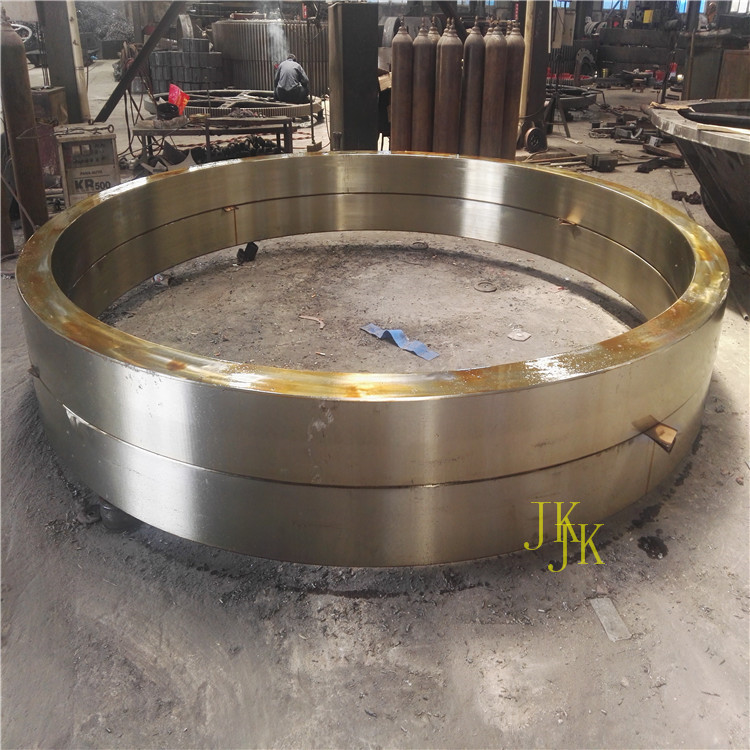


复合肥烘转鼓造粒机滚圈的安装:滚圈是“活套”在筒体上的,与筒体之间加以垫板,垫板与滚圈之间的空隙为1-2mm,以便于设备和习惯筒体的热膨胀。垫板有两种型式,一种是鞍座式垫板,另一种是焊接垫板。 鞍座式垫板,铸钢材质。 内外圆弧均机械加工,各个空隙需求持平或近似,鞍座上带有台肩而且交织摆放,将滚圈轴向定位,这种布局加工、装配工作量大,筒体上钻孔,削弱了简体强度,因此选用较少。
如何更换复合肥烘转鼓造粒机滚圈:滚圈如果出现裂纹或磨损严重,一定要提前做好准备,因为生产一副滚圈从铸造毛坯到成品至少要15个工作日。因滚圈结构简单无太大技术含量,只需向生产厂家提供内外径及宽度等基本尺寸即可。
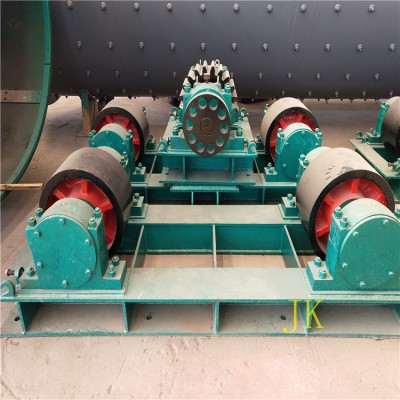
复合肥烘转鼓造粒机滚圈与托轮的硬度:由于复合肥烘转鼓造粒机托轮的直径比滚圈小很多,受滚压次数是滚圈的3~4倍,因此,托轮表面硬度应比滚圈表面硬度高20~40HB.因为滚圈体积太大,重量又太重,无法进行调质,故只能正火;托轮、挡轮即使能调质处理,因为在加热过程中“线套”也会退火,故也采用正火处理。




